编辑:王廷婷
彩虹印刷通常应用于印刷产品的底纹,其通过一张印版可一次同时印刷出来两种以上的纯色,相邻两种纯色之间通过油墨相混合可形成逐渐过渡的混合色,在混色过渡区颜色无明显的界限。彩虹印刷既有防伪功能,又能增加产品的美感,通常应用于印刷钞票、防伪证件、有价证券、产品合格证及有纪念意义的产品。笔者从事高宝利必达105胶印刷机机长工作,经常生产彩虹特性的产品,本文将工作中的心得做与同行们分享交流。
彩虹印刷在高宝105胶印机上的实施
01加装专用供墨控制装置我们所用的高宝105胶印机每一个印刷机组供墨系统都装配了34个宽为30mm的墨区系统,每个墨区都由单独的电机驱动,作用于偏心轴使墨区刀片上的刀尖与墨斗辊之间的间隙发生变化,通过主控制台墨区界面“指令”控制供墨量的多少。
这样的设计不适合彩虹印刷,因为印彩虹时需要在墨斗中加装隔色金属挡块,把墨斗分割成若干个独立的供墨区,挡块前部安装的胶条与墨斗辊及墨斗斜面紧密接触,此装置在挡块两边需要墨量不一致时,便于调节,而30mm独立墨区只能提供一致的墨膜厚度,不适合彩虹印刷供墨要求。
高宝机配备的专用彩虹印刷供墨控制装置,上面是一块特制的具有弹性的金属版,相当于一个大墨区,在金属版面相当于墨斗刀片刀尖的各个部位的下面分布着34对钢球。每对钢球在直径约其自身1.6倍的圆柱槽内,通过手动调节旋钮作用于底下钢球,来改变上面钢球的位置并顶起金属版的相关部位,控制与墨斗辊的间隙。
为了安装这套装置,首先将墨斗槽斜面上的螺钉拧下来,然后将供墨控制装置小心地叠放到墨斗斜面上,将此供墨控制装置的所有调节旋钮逆时针转动,直到下面的钢球不接触金属版,此时在金属版前端与墨斗辊间隙之间的两边分别放入0.90mm的塞尺,然后将卸下的螺钉分别穿过金属版上的圆孔,将供墨装置紧固在墨斗槽的上面,拔出塞尺,完成加装工作 。
02供墨装置的调节
首先,在高宝105胶印机主控台上安装彩虹印刷供墨装置的印刷机组,电脑遥控供墨墨区数值全部调节到最大值100。其目的是将各墨区刀片的刀尖与墨斗辊形成最大间隙,解除对墨斗辊的供墨控制。
然后,将安装的供墨控制装置所有螺钉顺时针手调,使之与墨斗辊的间隙能顺畅通过0.15mm的塞尺,根据印刷工艺的要求,参照原稿或样张的纯色及混色区域确定在墨斗中相对应位置安装挡块,实现把墨斗分割成若干个独立的供墨区,添加相应的油墨。当墨斗辊向下供墨,在串墨辊的横向移动时,相邻颜色得到了混合,在印刷时形成了承印物上纯色-混色-纯色的彩虹效果。
03串墨辊横向串动量的设定
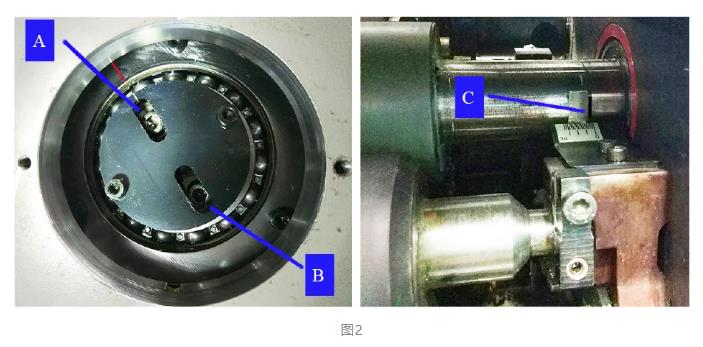
高宝105胶印机辊子排列如图1所示,其中标记93、60的是串墨辊,标记93的横向串动距离在0~34mm之间调节,标记60的横向串动在0~12mm之间可调。这4根串墨辊的串动是通过传动面特定部位装置统一调节的,打开机组传动面上端墙板上的圆形盖,点动印刷机,直至图2中A的白色标记与外环红色标记成一条直线,此时打开机组前面墨辊防护罩,可看到上面串墨辊右端有一刻度标尺,标尺每格代表2mm的串动量,使用10mm内六角棘轮扳手逆时针方向松开螺丝A,同时顺时针拧动螺丝B,串墨量减小直至不串墨0位,反方向调节串墨量变大,观察串墨辊黑竖线C与刻度尺对应的位置,刻度的数值就是串墨辊的串动距离。调节完成后,把扳手的力矩调到60N·m;先拧紧螺丝A,再拧紧螺丝B,最后安装好观察窗。串墨量设定完成后,只待进行下一步彩虹印刷。

彩虹印刷质量影响因素分析
01输水、输墨方式对彩虹呈色的影响
俗话说,“工欲善其事,必先利其器”,准确地调节好输水、输墨各辊间的接触宽度,力求做到水辊平、墨辊平。由于高宝105胶印机为单墨路输墨,如图1所示。按标准调节出各辊间的理想状态,以确保稳定的水、墨供给,并根据工艺要求,确定串墨辊的串动距离,印出产品后先比对原样纯色、混色区域,符合要求后进行正式生产。
在印刷彩虹产品初期,印过3000多张后抽样比对样张发现彩虹的纯色区域颜色逐渐变窄、混色区域颜色逐渐变宽。经检查隔色挡块的位置,串墨辊串动数值均正常,最后查找到是输水部分造成了油墨混合区域的变化。
原因分析
高宝105印刷机生产时供水系统默认靠版水辊B与串墨辊C相连接,这种方式在印刷时被自动预置,该模式的优点是能够确保很快达到良好的水墨平衡状态,但在润版的同时靠版水辊C表面会产生一层薄薄的油墨,在匀水辊A的横向串动下,使得靠版水辊上的油墨横向扩展混合。匀水辊的串动量约2cm,且串动量不能调节,这样在生产中,靠版水辊B与串墨辊C的连接破坏了墨路油墨混合区域的颜色成分,造成经靠版墨辊传递到印版的油墨引起承印物上彩虹区域颜色变化现象。
解决方法
改变印刷机供水方式,在操作台调出印刷机组配置,将润版机构中靠版水辊B与串墨辊C选择印刷断开模式,同时拆卸下匀水辊A。通过这种方法确保彩虹印刷产品颜色的一致性和稳定性。
02调配油墨的性能对彩虹印刷质量的影响
彩虹印刷产品的承印物以防伪纸张为主,所用油墨多是专色。有的产品加装的挡块最小间距仅15mm,在这样小的空间加入油墨,并保持正常传递,油墨要具备良好的流动性,由于油墨本身的触变性特点,其流动性随着搅动而得到改善。因此生产时勤用小墨铲搅动挡块中的油墨,保证墨斗辊均匀传墨。
部分防伪纸张表面强度低,印刷时经常产生纸张表面的防伪纤维剥离、掉粉等,影响产品质量,通过在生产中逐渐改进完善油墨的性能,对于流动性稍差又容易产生纸张掉粉、拉毛的油墨,加入3.0%~3.5%的6号油进行调节,以降低油墨黏度,改变其流动性。如果油墨流动性合适,但生产过程中掉纸粉、拉毛,则适量加入2%~3%撤粘剂降低黏度,增强油墨良好的印刷适应性。
配制油墨前要彻底去除基墨及撤淡剂表面的结皮。彩虹印刷机组控制油墨量大小要通过手动调节螺钉控制,生产中墨斗辊的间隙以0.2mm为宜。因为如果间隙过小,一旦油墨中出现颗粒状杂物或墨皮将影响墨斗辊传墨,且不易去除杂质。保持0.2mm间隙,可用0.15mm的塞尺在间隙处疏通清除墨中出现的墨皮等。若间隙过大,油墨受重力的作用,单班生产时因关机时间长会发生渗漏,严重影响第二天的生产质量和效率。
03油墨颜色深浅差异对彩虹印刷质量的影响
一次印刷时由深色墨和浅色墨构成彩虹颜色过渡的印件,印刷中发现彩虹渐变区域颜色产生色偏。产生的原因是深色墨使用的是原色墨配制,因不含白墨和撤淡剂,油墨浓度高,而浅色墨配制时加了过量的白墨和撤淡剂,导致浅色油墨着色力过浅。为符合样张颜色,印刷时增加了浅色墨在墨辊上的墨膜厚度,造成印刷品彩虹浅色墨线条变粗,缺乏流线美感,混合区域颜色饱和度下降。
解决方法
重新调配了浅色油墨,保留白墨的用量,适当减少撤淡剂,提高浅色墨浓度,达到在墨斗辊上两色墨膜厚度接近,印品上颜色符合要求为较好。
04纸张的平滑度对彩虹印刷质量的影响
平滑度是衡量纸张的一项重要指标,平滑度好,橡皮布上的油墨转移充分,印品上的网点清晰,文字线条能完整再现。平滑度差的纸张,油墨转移不均匀、不充分,并且纸面对油墨的渗透性强,呈色效果差。而多数防伪纸张都有形状各异的水印标识、浮雕等图案。纸张在水印部位的密度比其他部位大,平滑度比其他部位好,生产中水印图案的位置所印刷的线条清晰完整,其他部位线条发虚、断断续续。用千分尺测量两个部位存在0.05mm左右的厚度差,形成彩虹产品上混色区域的线条呈色产生跳跃的视觉。
为了弥补纸张的缺陷,生产中采取按纸张最薄处厚度设定输入数值,适当增加印刷压力,同时保持油墨良好的流动性,提高油墨的转移率,弥补水印图案纸张出现印迹不实、发花的问题。
彩虹印刷作为一种防伪技术,同时又有美化装饰产品的功能,保持彩虹印刷产品质量,印刷机一定要选择合理的供水、供墨模式,把握油墨、纸张等可变因素的特性,在工作中分析解决出现的问题,积累经验,以保证印刷产品批次的稳定性,给客户提供满意的产品。